








サーボモータとは
サーボモータとは、非常に高い精度で回転角度や速度を制御できる電動モータの一種です。その仕組みは「クローズドループ」と呼ばれるシステムに基いています。クローズドループ制御では、モータに指定された動作(位置や速度)を達成するために、モータの状態をフィードバックセンサで検出し、その情報を基に制御を常時調整します。
サーボモータは、位置制御や速度制御が必要な様々な場面で活用されています。例えば、産業用ロボットの精密な動作や製造装置の複雑な部材の移動など、サーボモータの正確な動作が生産性の向上や品質の向上に貢献します。
サーボモータの種類
サーボモータは、駆動方式や構造の違いなどで分類できます。一般的には、電源の種類により「ACサーボモータ」と「DCサーボモータ」の2種類に大別されます。これらの特徴を理解することで、用途や目的に応じた適切なサーボモータを選定できます。
・ACサーボモータ
ACサーボモータは、交流 (AC) 電源で駆動するサーボモータです。近年では産業用ロボットや自動化設備など、高度な制御が要求される現場で主流となっています。
主な特徴としては、ブラシレス構造 (歯車同士等のような物理的な接触がない) となっており、摩耗部品が少なく長寿命でメンテナンスフリーである点や、高速回転と高トルクの両立がしやすい点が挙げられます。さらに、エンコーダや検出器によるクローズドループ制御を高精度に行えるため、位置や速度の制御も高精度です。また、ロータに永久磁石を用いた「同期(SM)型」や、誘導モータを利用した「誘導(IM)型」などの種類があり、装置の規模や用途に応じた選定が可能です。
・DCサーボモータ
DCサーボモータは直流 (DC) 電源で駆動するサーボモータで、構造が比較的シンプルで制御しやすいという特徴があります。かつては多くの設備で使われていましたが、ブラシ付きであったため、定期的なブラシの交換や摩耗による粉塵の発生といったメンテナンスの課題がありました。
現在では、上記の欠点を改善した「ブラシレスDCサーボモータ」が広く普及しています。ブラシレスDCサーボモータは、ブラシがないため摩耗が発生せず、メンテナンスが容易で長寿命、高効率といったメリットがあります。またコンパクトかつ応答性が高いため、ホビー用途から産業用途まで幅広く応用されています。
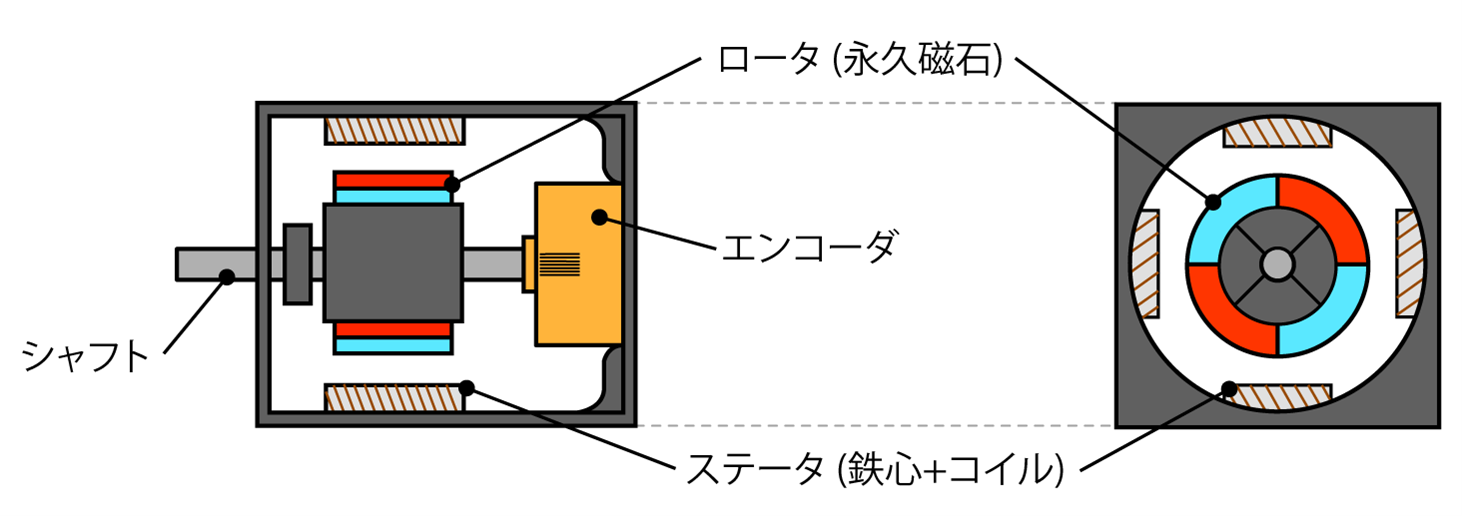
サーボモータの構造
サーボモータは、基本的に「固定子(ステータ)」と「回転子(ロータ)」から構成されます。一般的に、固定子はモータ外周に配置され、鉄心(磁気の流れを集めたり通したりするための部材)に巻かれたコイルによって電磁石として機能します。コイルに電流が流れることで磁界が発生し、回転子を駆動します。回転子は中心のシャフトに取り付けられた回転部であり、永久磁石が装着されています。
サーボモータには一般的に「エンコーダ」や「レゾルバ」といった回転位置検出器が組み込まれており、これによりモータの現在位置や回転速度を正確に検出します。これらの情報は制御回路へフィードバックされ、指示した値と実際の位置・速度を常に比較しながら制御信号を出すことで、高精度なクローズドループ制御が実現できます。さらに、保護素子(安全装置)や放熱構造、高精度ベアリングなどが組み込まれることも多く、耐久性や精度の維持が可能です。
ACサーボモータとDCサーボモータの主な違いは、電源方式と内部構造にあります。ACサーボモータは固定子に三相コイルを備え、交流電流によって回転磁界を発生させる構造が一般的で、高速回転や高トルクを安定して実現します。一方、DCサーボモータは直流電源を用い、多くは回転子側にコイルを持ち、ブラシによって電流を切り替えます。この構造的な違いにより、両者は耐久性・保守性・応答性などにそれぞれ特色を持っています。なお、近年は電子整流を用いたブラシレスDCサーボも普及しており、ACサーボモータとほぼ同じ構造となっており、耐久性や保守性が向上しています。
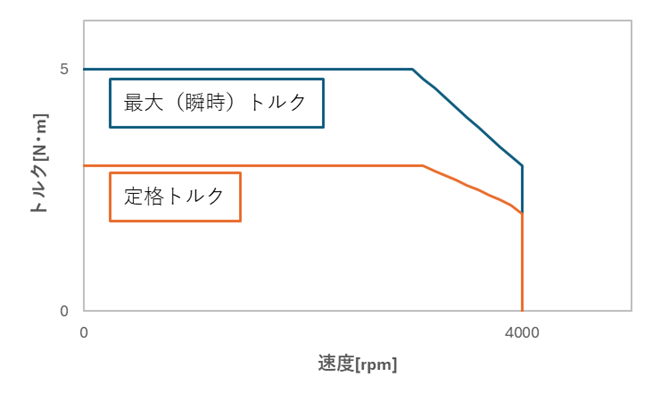
サーボモータにおけるトルク
サーボモータのトルクは「回転力」を意味し、対象物の質量や加減速性能を決定する重要な指標です。サーボモータには、連続運転時に基準となる「定格トルク」と、短時間のみ発生可能な「最大(瞬時)トルク」が規定されています。加減速動作や外力に対する安定性には最大トルクが、長時間の連続運転には定格トルクが重視されます。また、モータの構造や電気的仕様に依存しますが、トルクは回転速度によって変化します。この特性は一般に「トルク–速度特性カーブ」としてグラフ化され、サーボモータの選定における評価指標として有用です。
サーボモータの周辺機器
サーボモータ駆動に必要な周辺機器について、具体的には入力信号を発信する装置や、フィードバック信号を受信・処理する装置など、制御系を構成する要素について紹介します。
・コントローラ
コントローラとは、システムの中枢的役割を担う装置であり、主に「プログラマブルロジックコントローラ(PLC)」や「モーションコントローラ」が用いられます。これらは装置全体の動作プログラムや指令を管理し、サーボモータに対して位置・速度・トルクなどの情報を含む指令信号(パルス信号やアナログ信号)を出力します。コントローラの性能や機能は、サーボシステムの制御精度や操作性に大きな影響を与えます。
・サーボアンプ
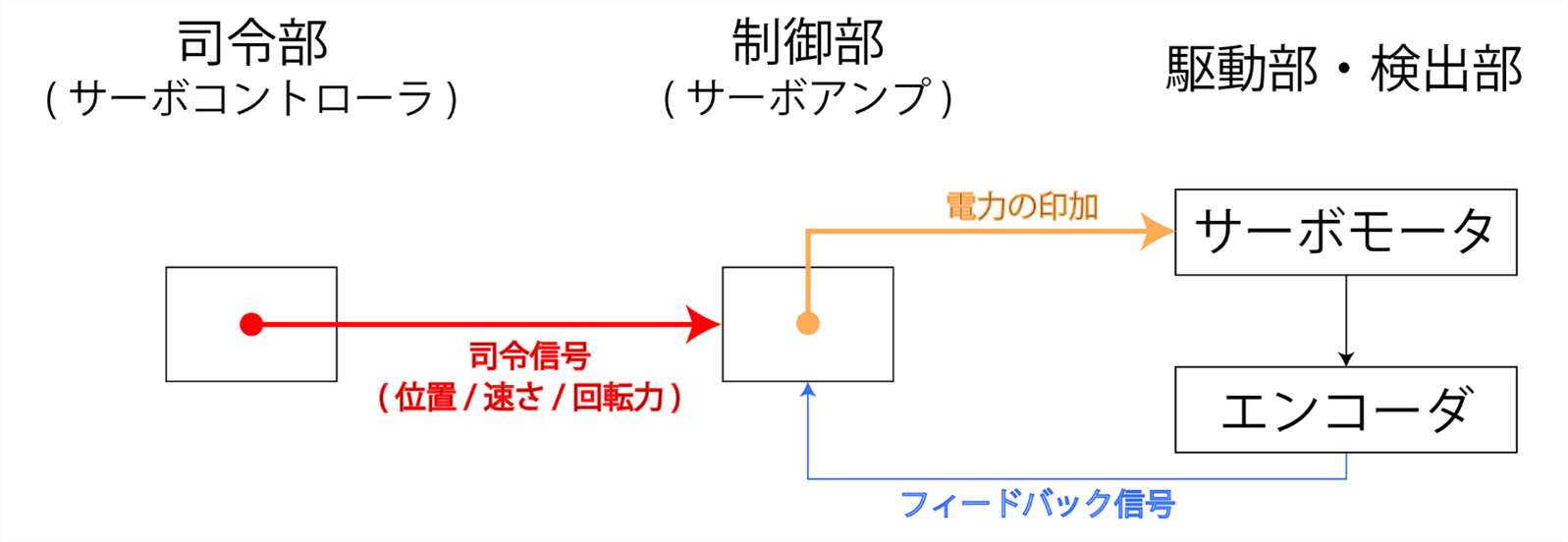
サーボアンプ(サーボドライバ)は、コントローラから送られる位置・速度・トルクなどの指令信号に基づき、モータへ必要な電力(電流・電圧)を供給する装置です。また、エンコーダからのフィードバック信号を受信し、指示した値と実際の移動量との差を補正することで、外乱(予期しない外力や環境変化など)が発生しても高精度かつ継続駆動が可能です。加えて、サーボアンプには異常検知やパラメータ管理などの機能が搭載される場合も多く、保守性や信頼性の向上に寄与しています。
パルス信号
サーボモータは、ステッピングモータと同様にパルス入力方式採用が一般的です。パルス信号は一定周期で発生するオン・オフの電気信号であり、その数や周波数によって位置や速度の指令が与えられます。コントローラから送信されたパルスはサーボアンプで処理され、モータ駆動に必要な電力へ変換されます。たとえば、あるモータの仕様が「1000パルスで1回転」と規定されている場合、送信するパルス数が位置や距離の指令となり、パルスの周波数が速度指令となります。これにより高精度な位置決めや速度制御が可能です。なお、サーボモータはパルス入力方式のほか、アナログ指令方式やシリアル通信方式など複数の制御方式を選択できます。
サーボモータの制御モード
サーボモータの制御方式(制御モード)は、メーカやシリーズにより異なりますが、一般的に「位置制御」「速度制御」「トルク制御」の3種類があります。これらは制御対象となる動作によって使い分けられ、用途に応じて最適な方式を選択します。ここでは、それぞれの特徴について解説します。
・位置制御
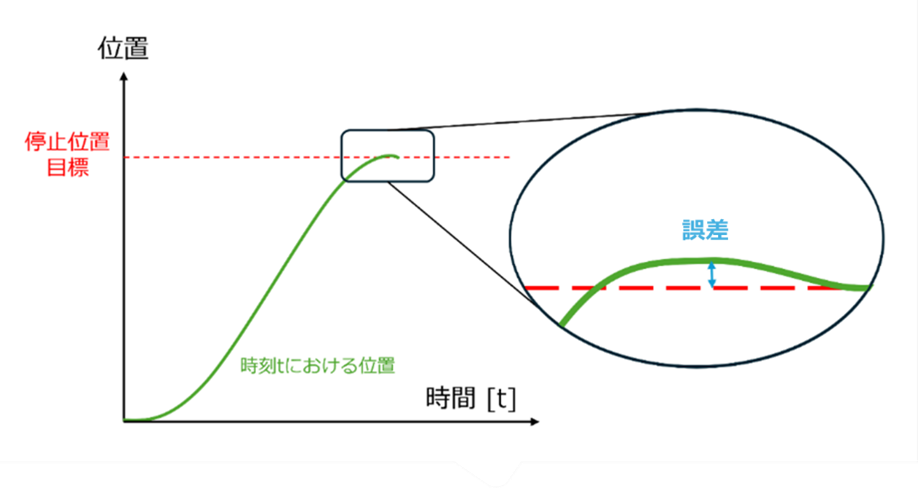
位置制御とは、回転軸を指定した角度まで正確に駆動し、所定の位置で停止させる制御方式です。コントローラから送信されるパルス数が目標位置として扱われ、エンコーダなどのセンサから現在位置を常時フィードバックすることで、誤差が生じた場合でも自動的に補正されます。これにより、ロボットアームの位置決めや自動加工機の高精度な位置合わせが可能となります。
・速度制御
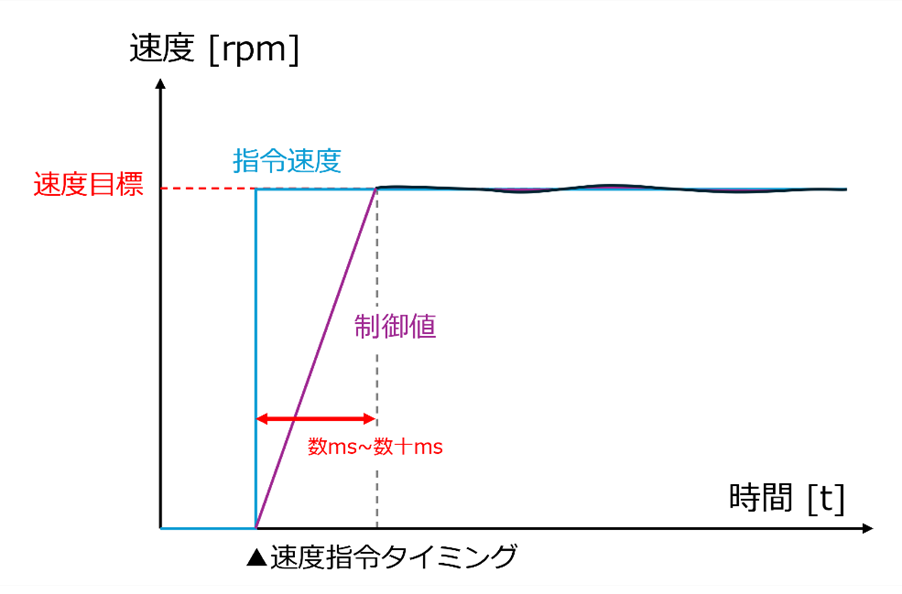
速度制御とは、サーボモータの回転軸を指定した目標速度に一致させる制御方式です。エンコーダで現在の回転速度を検出し、目標値との差をクローズドループ制御で連続的に補正することで、短時間で目標速度に調整可能です。この特性により、急加速・急減速や外乱があっても、正確な速度にすばやく復帰することが出来ます。多軸の同期制御や繰り返し動作の精度などが、求められる産業用途において不可欠な機能です。
・トルク制御
トルク制御とは、モータ軸が発生するトルク(回転力)を直接制御する方式です。コントローラからトルク値(多くは電流指令として)が与えられ、サーボアンプはその指令に応じた電流をモータへ供給します。電流センサによって実際のトルクが常時監視され、必要に応じて補正が行われます。この方式は、巻取り装置における張力維持、締め付け機構に必要な力の精密制御、さらには力覚制御などに適しています。
フィードバック信号の仕組みと使われ方
フィードバック信号は、サーボモータが高精度な制御を実現するために、必要な仕組みです。サーボモータには一般的に、「エンコーダ」と呼ばれる回転検出器が取り付けられており、モータ軸の回転量や回転速度を高精度に検出します。この情報がフィードバック信号としてサーボアンプへ常に送信され、目標値と実際の動作を常に比較・補正することで正確な位置決めや速度制御を実現します。このような制御方式は「クローズドループ制御」と呼ばれ、高精度かつ高速動作が求められる産業用途で広く利用されており、外乱に対しても安定した制御が可能です。
サーボモータのメリットとデメリット
サーボモータは、産業ロボットや自動化装置、精密搬送機器など、高精度な位置制御や速度制御が求められる現場で広く利用されています。精密な動作、高い応答性、優れた補正能力を備えており、最新の自動化現場が求める「高品質」「高速」「柔軟性」に応える技術として高く評価されています。 一方で、こうした高度な仕組みには課題も存在します。ここでは、サーボモータのメリットとデメリットを整理し、効果的な活用に向けて理解すべきポイントを解説します。
サーボモータのメリット
まずはサーボモータを使用するメリットについて解説します。代表的なメリットとして、以下のような特長が挙げられます。
・高精度な位置・速度制御が可能
エンコーダなどのセンサによるフィードバック制御によって、僅かな位置の差も正確に検出・補正でき、秒単位での停止や動作が可能です。そのため、半導体・電子部品の実装装置、精密加工機、医療機器など、高い繰り返し位置決め精度が要求される現場で広く利用されています。さらに速度制御も緻密に行えるため、一定速度での搬送や多軸の同期運転といった用途にも適しています。
・外乱に強く、誤差の自動補正が可能
サーボモータは、外部からの衝撃や負荷変動が発生した場合でも、直ちにその誤差を検知し自動的に補正します。エンコーダのフィードバック信号により位置や速度の誤差が即座に修正されるため、搬送ラインで荷物の重量が変化した場合やロボットアームが障害物に接触した場合でも安定した動作を維持できます。これにより、製品や装置全体の品質を安定させ、不具合発生時の復旧作業も簡素化されます。
・高速・大トルク駆動が可能
サーボモータは出力密度が高く、小型でも高トルクを発生可能です。さらに応答速度に優れているため、高速回転からの急停止や加減速を繰り返す用途でも高い性能を発揮します。産業用ロボットや自動組立機のように短時間で高頻度の加減速や行う工程において、作業効率と生産性の向上に直結します。
サーボモータのデメリット
一方で、サーボモータには課題も存在します。代表的なデメリットについて整理します。
・制御系の複雑さと設計難易度
サーボモータは高度な制御を必要とするため、システム全体が複雑化しやすいという課題があります。エンコーダやサーボアンプ、コントローラとの連携設定、ゲイン調整(誤差を埋めるための補正の強さ)などには専門的な知識が求められ、システムインテグレーションや初期設定の負担が大きくなります。さらに、運用時にはパラメータの微調整や不具合発生時の解析・修正作業が必要な場合、設計やメンテナンスのコスト面で問題となることがあります
・ステッピングモータに比べて高コスト
サーボモータは高精度かつ高速動作が可能ですが、単純な往復動作やコスト優先、耐環境性重視の用途では、空気圧アクチュエータ・油圧シリンダ・ステッピングモータの方が適している場合があります。例えば「簡易で壊れにくい」「多少の誤差は許容できる」「コストを抑えたい」などの条件から空気圧や油圧が選定されることが多く、シンプルな位置決めや小型・軽量機器ではステッピングモータで十分対応可能です。そのため、電子制御が不可欠なサーボモータをこれらの用途に導入すると、過剰投資となる場合があります。
・電源やノイズ等、運用環境に注意が必要
サーボモータは精密な電子制御を用いているため、運用時の電源品質や周辺ノイズ対策が必須となります。電圧が不安定な環境や強い電磁ノイズが存在する環境では、誤作動や不具合発生のリスクが高まります。そのため、アースの確保やノイズフィルタの設置、シールドケーブル(電気ノイズを遮断するケーブル)の使用など、適切な運用環境の整備が必要です。また、サーボモータ本体だけでなく、エンコーダのスケールやヘッドの汚れによって位置決め精度が低下する場合もあるため、定期的な清掃などのメンテナンスも重要です。
サーボモータのトラブルシューティングと保守
サーボモータは高精度な制御を実現する一方で、使用状況や環境、経年変化により様々な不具合発生の可能性があります。予期せぬ停止や誤作動は生産ラインに重大な影響を及ぼすため、トラブルシューティングの知識を備え、日々の適切な保守対応を行うことが重要です。ここでは、よくある問題と対処法、メンテナンスポイント、誤作動の原因と対策、長期間の安定稼働に向けた注意点について解説します。
よくある問題とその対処法
サーボモータの運用現場で頻発する不具合には、発熱、異音、エラー停止、動作不安定などがあります。これらの多くは、日常点検や的確な初期対応によって未然に防止できるケースが多いため、代表的な事例とその対処法を下表に示します。
| 問題 | 対処法 |
|---|---|
| 異常発熱・発煙 | 負荷の低減、冷却ファン・エアダクトの清掃・点検、適切なモータ容量の再選定 |
| 異音・激しい振動 | 機器ゆるみや取り付け部の再点検、ベアリング・ギアの交換、配線やアースの見直し |
| エラーや警報の頻発 | センサやエンコーダの接続点検、ケーブルの交換・コネクタゆるみ確認 |
| モータが動かない・不安定 | 制御パラメータの再調整、指令回路やセンサ信号の確認、制御ユニットの再起動 |
| 過負荷・過電流で停止 | 荷重条件の見直し、配線の短絡・絶縁調査、モータやアンプ容量の適正化 |
メンテナンスのポイント
長期稼働や不具合防止には、定期的な保守・点検が必要です。外観や端子・コネクタの異常、駆動部の摩耗や異音、エンコーダの動作、冷却系の清掃を確実に行います。突発的な故障を防ぐためには、消耗部品の早期交換やメーカ推奨の定期オーバーホールを活用することが重要です。設備全体の安定稼働には、予防保全の意識を持つことが大切です。
誤作動の原因と対策
サーボモータの誤作動は、電気的・機械的・制御系の不具合など原因は多岐に渡ります。主な要素と対策例を以下に示します。
| 原因 | 対策 |
|---|---|
| 配線不良・断線 | 端子やコネクタの緩み・腐食点検、不具合箇所の補修・交換 |
| 外部ノイズ・誤ったグランド | アース経路や配線方法の見直し、ノイズフィルタやシールドケーブルの活用 |
| 制御パラメータの不適合 | 導入時や負荷変更時にパラメータ再調整・チューニング実施 |
| エンコーダ・センサの異常 | フィードバック信号の診断、不具合箇所の特定・交換 |
| 動作不安定・停止 | パラメータ再調整、機械抵抗や異物点検、アンプ・制御機器の再起動 |
| 繰り返しエラーの発生 | エラー履歴解析、配線・部品状態確認、不具合箇所の特定・交換 |
長期間使用時の注意点
サーボモータを長期間安定して使用するためには、設置環境(温度・湿度・防塵)の維持、定期的な異常監視、摩耗・消耗部品の交換などが重要です。さらに、使用期限やメーカの保守対応終了時期を把握し、適切な時期で新型機器の導入などを計画的に行う必要があります。予防保全の意識を持つことで、突発的な設備停止や重大な不具合を防止できます。

サーボモータの活用例
産業分野においてサーボモータは、精密性と応答性を活かし、様々な装置やシステムで利用されています。ここでは例として、半導体関連機械におけるサーボモータを紹介します。
半導体向け機械での活用例
半導体製造現場では、サーボモータが高度な位置制御と速度制御を担っています。ウエハ加工装置や半導体検査装置において、微細加工時の位置精度や推力制御に不可欠です。クローズドループ制御によりウエハの位置をμm単位で正確に管理でき、減速比の調整機能によってヘッド位置を迅速に最適化できます。これにより生産性が向上し、サーボモータの構造と制御技術は半導体業界の精密性を支える基盤となっています。
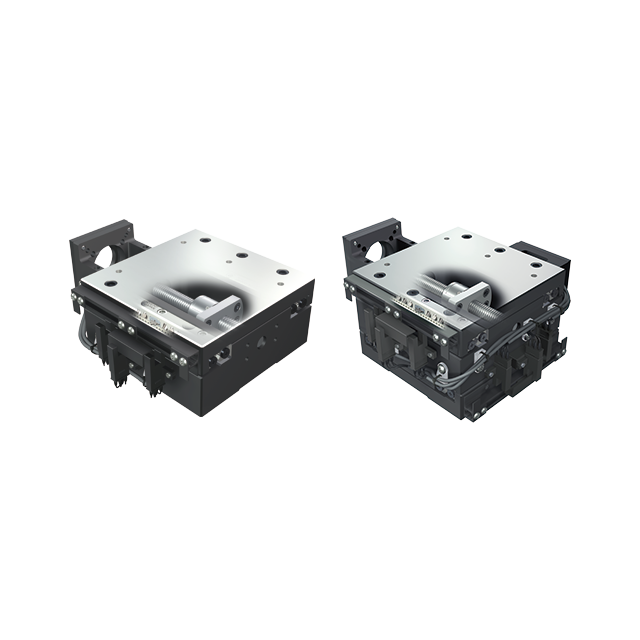
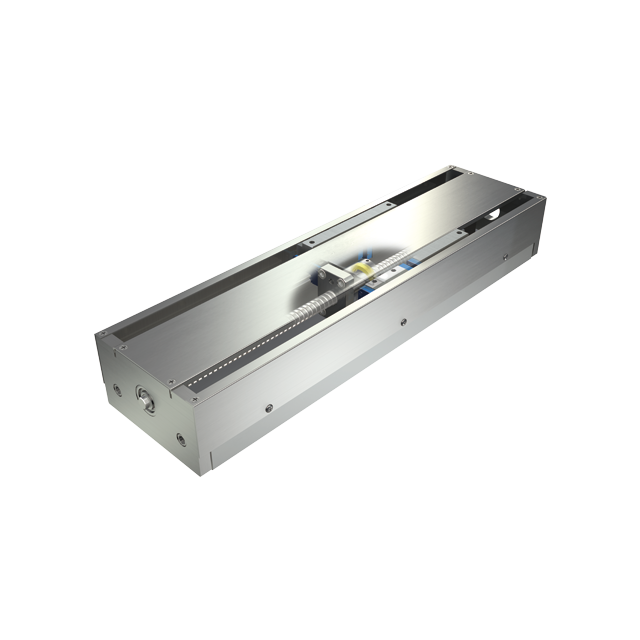
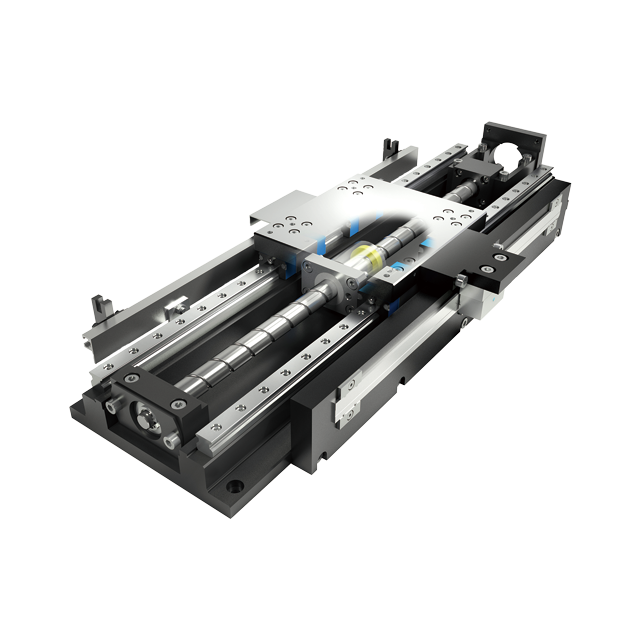
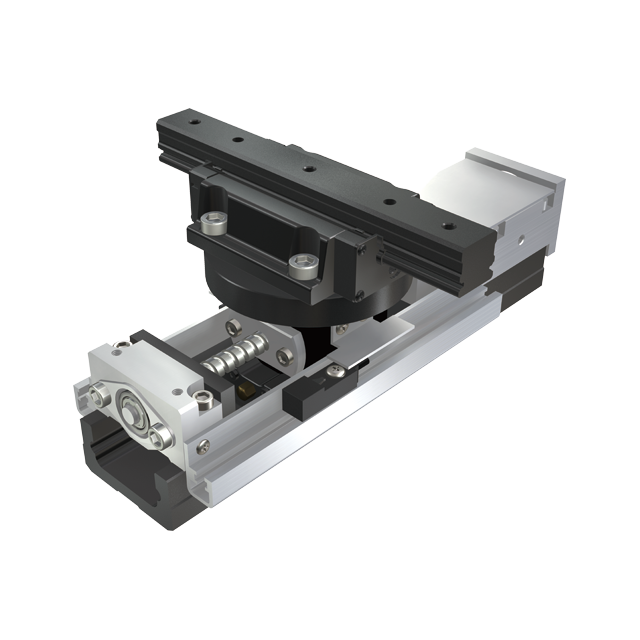
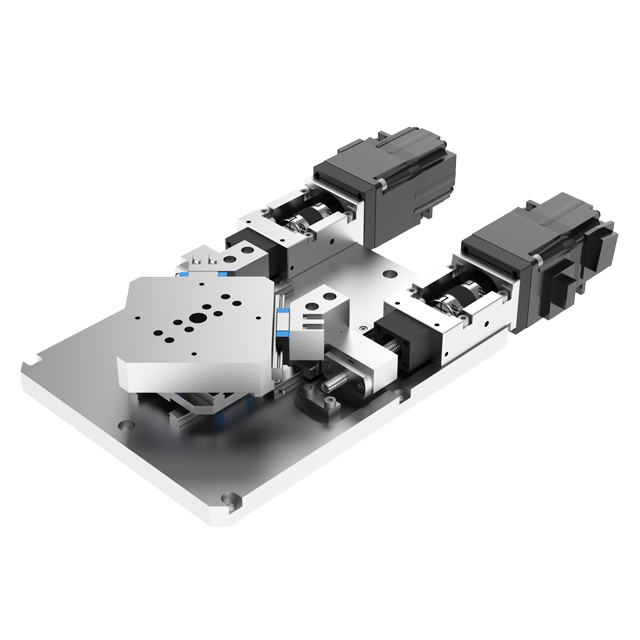
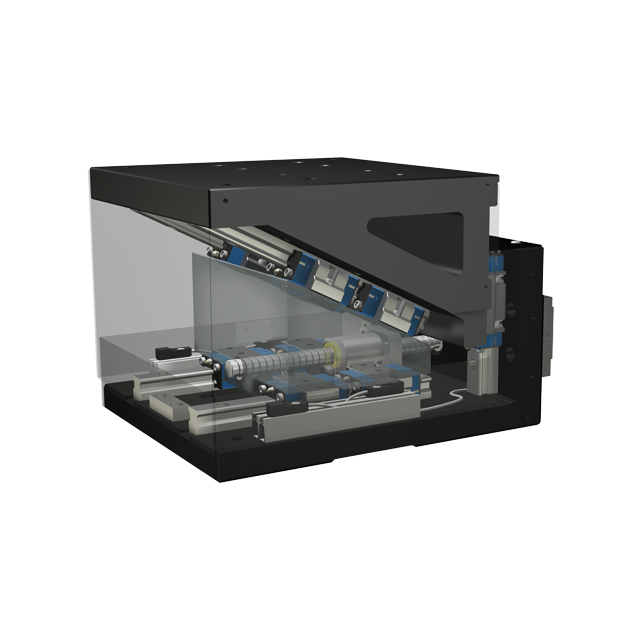
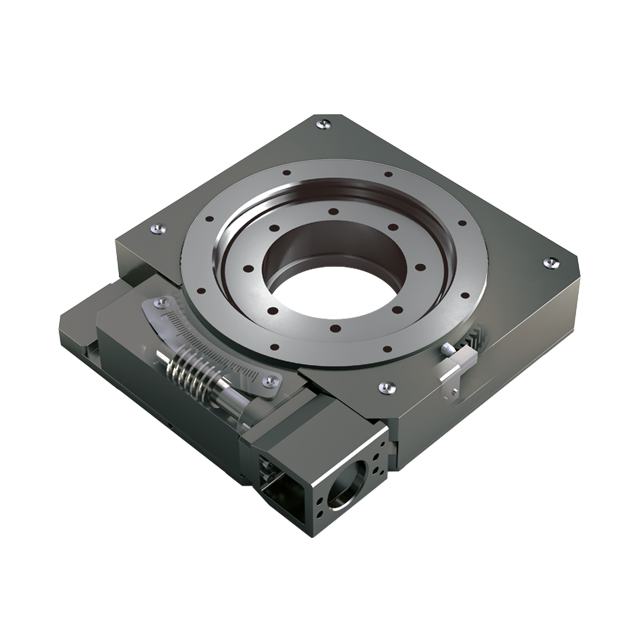
IKOメカトロシリーズを位置決めに使用する場合の活用例
当社IKOの電動アクチュエータのメカトロシリーズは、サーボモータ搭載により高精度な位置決めを実現します。
高精密位置決めテーブルTX を2軸仕様(CTX)とし、ACサーボモータを動力源とすることでXYレーザ加工機などの精密な工作機械として運用可能です。これにより、姿勢精度(5秒)と繰り返し位置決め精度(±0.5μm)を達成し、複雑形状でも超高精密なカット加工が可能となります。
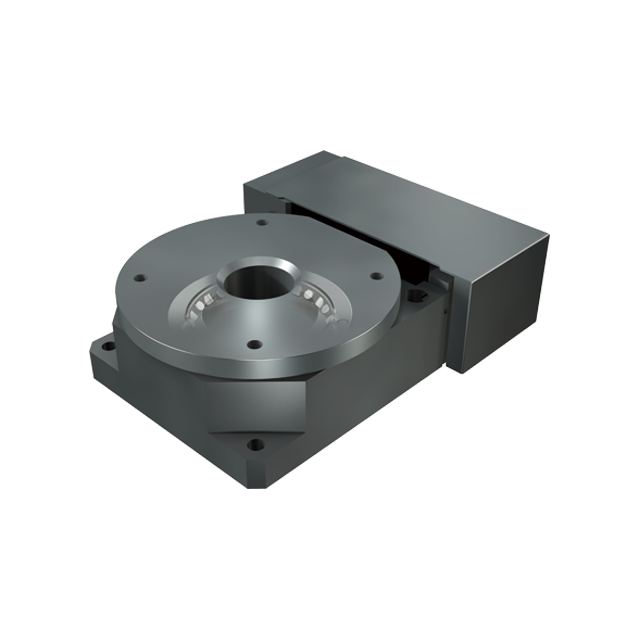
加えて、アライメントテーブルATのモータをACサーボモータに置き換えることで位置決めを高速化し、θ方向のタクトアップも実現します。
サーボモータの採用は、高精度化・高タクト化の要求に対応し、生産効率の向上に直結します。
本記事のまとめ
本記事では、サーボモータの仕組み・構造・制御方法を、基礎から応用まで解説しました。サーボモータは位置・速度・トルク制御や減速比調整など、高精度な動作を実現するために不可欠です。内部にはフィードバックセンサと制御回路備え、制御ループによって柔軟かつ正確な制御を可能にします。
用途はロボットや製造機器、半導体分野にとどまらず、幅広い機械に活用されています。高精度な動作、優れた応答性、負荷変動への追従制御により、生産性と品質向上に寄与します。今後もサーボ技術は進化を続け、省エネ・高効率化やIoT・自動化など次世代のものづくりにおいて、重要な役割を担うことが期待されます。

関連製品
本記事に関するIKOメカトロ製品の一部を以下に掲載しています。製品の詳細につきましては弊社までお問い合わせください。









